专注于新型纤维材料与装备的研发/生产/销售
主要产品包括静电纺丝机、纳米碳纤维、三维石墨烯以及纳米纤维滤膜等服务热线:
0769-89136906
13925812052/13925812062

服务热线:
0769-89136906
13925812052/13925812062

电 话:0769-89136906
传 真:0769-89136906
联系人:苑经理 13925812052(市场)
林工 13925812062(技术)
邮 箱:market@sj-technol.com
地 址:广东省东莞市松山湖国际创新创业社区A1栋
网 址:www.sj-technol.com
纳米纤维滤膜增强复合材料通常为一次整体成型,但是成型后由于精度要求或者装配需要,通常都需要进行铣削加工,由于其性能原因,加工过程很容易产生材料分层、撕裂、刀具磨损严重、产生残余应力的情况发生,和大家一起讨论纳米纤维滤膜材料铣削加工常见问题,欢迎在底部评论板块提出不足和建议。
1、刀具磨损。
纳米纤维滤膜材料经过切削加工时,会产生大量热不易被切屑带走,几乎聚集在刀具的刀尖、刀刃周边,因为纳米纤维滤膜硬度高,导致刀具磨损严重,使切削力变大,切削表面温度上升。因此,刀具材料不但要有高的高温硬度、耐磨性和热化学稳定性、低摩擦系数等,且需刃口锋利,以便在切削加工过程中能快速切断纤维,获得良好的表面质量。
2、切削力。
纳米纤维滤膜复合材料高速铣削试验表明:铣削力随转速的提高而降低,随轴向切深、径向切深和进给速度增大而增大,其中切削深度对铣削力的影响大。随着铣削速度提高,铣削温度随之升高,导致摩擦系数降低,变形系数减小,故单位面积切削力会减小,所以切削力有减小的趋势。而进给量增大,铣削时每齿切入工件的切削厚度增大,单位时间铣削的体积增加,铣削力随之增加。因此,铣削纤维复合材料时,为减小铣削力,宜采用高转速、小切深多次走刀的方式进行切削加工。

3、表面粗糙度。
纳米纤维滤膜增强复合材料表面粗糙度的影响因素有刀具材料、切削参数变量、工件材料的纤维方向角等。切削试验表明:纳米纤维滤膜复合材料表面粗糙度主要取决于纤维方向角。纤维方向角在0°-90°之间表面质量较好,90°是临界值,超过该临界值表面损伤严重。平行于纤维排布方向切削时所能达到的理论最小加工表面粗糙度就是纤维的直径。
4、分层破坏。
纳米纤维滤膜增强复合材料分层现象主要取决于刀具的磨损和顶层层压板的纤维方向角,分层发生在切向力的位置。当顶层纤维方向角为0°-90°时,即使使用磨损得很厉害的刀具也不会产生分层,当纤维角大于90°时,分层现象容易发生。
5、切削形成机理。
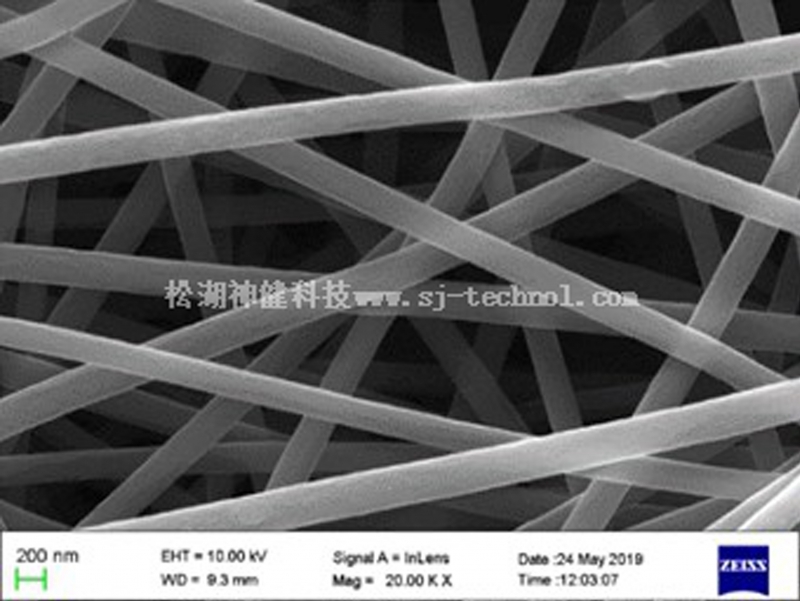
纳米纤维滤膜铣削时没有出现明显的切屑形式,主要以粉末状切屑为主。当切削速度较低时,产生剥离切屑,切削速度增加时,产生更小的破碎切屑。纳米纤维滤膜复合材料不均匀性和缺乏良好的延展性导致产生不连续和破碎切屑的原因。由于切屑尺寸太小,很难清楚地揭示切屑形成过程。