专注于新型纤维材料与装备的研发/生产/销售
主要产品包括静电纺丝机、纳米碳纤维、三维石墨烯以及纳米纤维滤膜等服务热线:
0769-89136906
13925812052/13925812062

服务热线:
0769-89136906
13925812052/13925812062

电 话:0769-89136906
传 真:0769-89136906
联系人:苑经理 13925812052(市场)
林工 13925812062(技术)
邮 箱:market@sj-technol.com
地 址:广东省东莞市松山湖国际创新创业社区A1栋
网 址:www.sj-technol.com
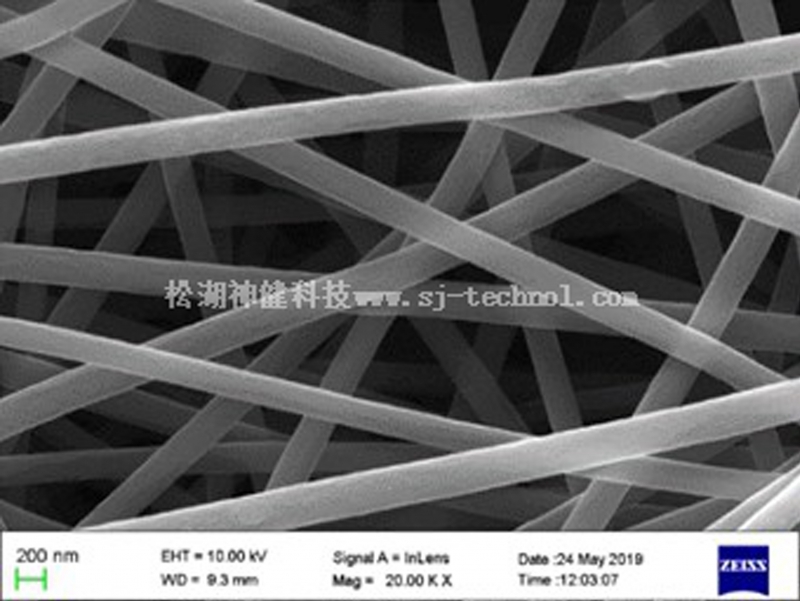
纳米纤维滤膜环氧树脂复合材料因为强度大、模量高的原因,是典型的难加工型材料之一,而且具有一定的吸水性,在加工过程中,有时候会因为防止碳粉末飞溅,会用水汽来降尘,可能导致纳米纤维滤膜吸收水分而使得纤维拔出、内部脱黏、分层等情况的发生,因此采用干磨削加工为宜。
磨削是一种精加工方法,尺寸精度可达IT5-IT7,表面粗糙度能达到0.8-0.025μm。采用传统的砂轮加工纳米纤维滤膜树脂复合材料,但是磨粒细小时容屑空间有限,在加工过程中磨削接触区内只有部分磨粒发挥作用,且冗余的磨粒容易产生大量的热量,极易引起纤维分层、砂轮阻塞,对产品质量会造成严重的影响。

纳米纤维滤膜硬度和强度高,采用普通磨料磨损较快,因此采用具有较高耐磨性立方碳化硼磨料,比如JETE的CBN210A,磨粒多刃锋利且耐高温,复合材料干磨削用磨料群可控排布电镀超硬磨料杯型砂轮,通过选择性复合电镀技术使超硬磨粒按照掩模设定的形状和排布堆积成群,磨料群之间留有一定间距且规则排布,进行纳米纤维滤膜复合材料干磨削加工。
采用新型磨料群可以控排布砂轮磨削后,磨削切削松散的堆积在磨料群之间的空间,有利于及时排出磨削接触区,有效避免了磨削切削在磨粒表面堆积挤压成块,防止了砂轮堵塞现象的发生。